

Більшість проблем зі зварюванням плавленням труб PPR спричинені поганим зварюванням. Якість зварювання є вирішальним етапом при монтажі PPR труб. Раніше ми вже обговорювали правильні процедури зварювання труб PPRі кожен інсталятор труб повинен суворо їх дотримуватися.
Розглянемо стандартне зварювання
- Правильно зварені PPR-труба та фітінг допоможуть:
- Бути повністю сплавленими без зазорів
- Показати рівномірне плавлення навколо з'єднання
- Не мають слідів опіків, бульбашок або деформації
- Сформуйте безшовне та герметичне з'єднання

Стандартне зварювання водопровідних труб PPR, труби та фітинги повністю інтегровані
Давайте розглянемо деякі поширені проблеми зі зварюванням:
Температура пайки занадто висока
Коли температура зварювання перевищує рекомендований рівень, матеріал стає занадто м'яким або навіть обвуглюється. Це призводить до:
- Слабкий зв'язок
- Внутрішня усадка
- Випалювання поверхні
- Деформація труб

Муфта для зварювання труб PPR не встановлена
Коли температура зварювання перевищує рекомендований рівень, матеріал стає занадто м'яким або навіть обвуглюється. Це призводить до:
- Слабкий зв'язок
- Внутрішня усадка
- Випалювання поверхні
- Деформація труб
- Приховані тріщини та майбутні протікання

Температура зварювального апарата занадто висока
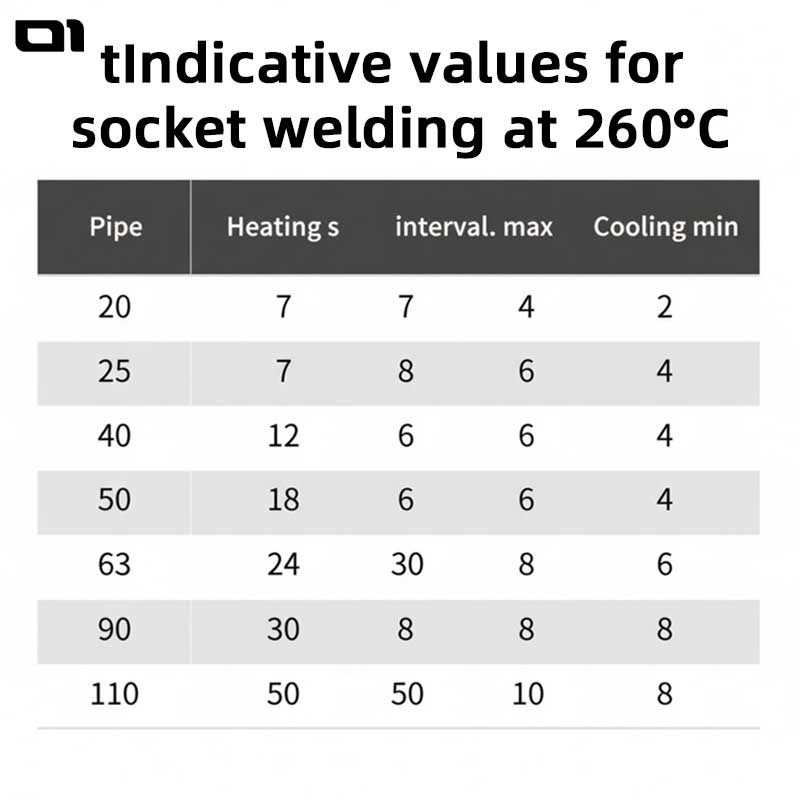
Ми рекомендуємо використовувати стандартні температури зварювання для труб і фітингів з PPR. Якщо використовується термостатичне зварювання, температура зварювання PPR повинна становити 260°C (бажано не вище 300°C) відповідно до специфікацій зварювання. Надто високі температури можуть призвести до того, що матеріал PPR стане занадто м'яким і навіть частково обвуглиться, що призведе до проблем зі зварюванням.
Пошкодження прес-форми для розтрубного зварювання, спричинені старінням
Зварювальна головка зварювального апарату для термоплавкого зварювання труб PPR має тефлонове покриття. Тефлон має низьку поверхневу енергію, тому розплавлений PPR не прилипає до нього. Однак при тривалому впливі високих температур тефлон як полімерний матеріал також старіє, що не перешкоджає прилипанню PPR. Багато сантехніків не очищають головку штампа при зварюванні водопровідних труб PPR, і вони не мають звички регулярно замінювати зварювальну головку штампа, що ускладнює забезпечення якості зварювання водопровідних труб PPR.

Як запобігти зварюванню, пов'язаному з цвіллю:
- Регулярно очищайте поверхні матриць
- Вчасно замінюйте застарілі або відшаровані матриці
- Уникайте перегріву інструменту на холостому ходу
- Використовуйте сертифіковані головки з тефлоновим покриттям
- Підберіть розмір матриці до діаметру труби
Підвищення якості зварних труб PPR
Зварювальні навички мають важливе значення для створення надійних, герметичних з'єднань - але за допомогою надійного Машина для плавлення PPR може значно підвищити точність, стабільність температури та ефективність роботи. Багато проблем при зварюванні плавленням труб PPR виникають не через саму трубу, а через нестабільну теплову потужність, зношені матриці або неточний контроль температури. Якщо ви хочете поліпшити якість зварного шва або модернізувати старе обладнання, вибір машини для зварювання PPR професійного класу з точним постійним контролем температури, довговічними плашками з тефлоновим покриттям і кронштейнами різного діаметру може значно зменшити кількість відмов і підвищити продуктивність роботи в польових умовах. Добре спроектований інструмент не може замінити майстерність, але він може допомогти кваліфікованому сантехніку виконати монтаж PPR швидше, чистіше і надійніше.







