

Sebagian besar masalah pengelasan fusi pipa PPR disebabkan oleh pengelasan yang buruk. Kualitas pengelasan adalah langkah penting dalam instalasi pipa PPR. Kami sebelumnya telah membahas tentang prosedur pengelasan yang tepat untuk pipa PPR, dan setiap pemasang pipa harus benar-benar mematuhinya.
Mari kita lihat pengelasan standar
- Pipa PPR yang dilas dengan benar dan pemasangannya akan berhasil:
- Sepenuhnya menyatu tanpa celah
- Tunjukkan peleburan seragam di sekitar sambungan
- Tidak memiliki bekas luka bakar, gelembung, atau perubahan bentuk
- Membentuk koneksi yang mulus dan bebas bocor

Pengelasan pipa air PPR standar, pipa dan alat kelengkapannya terintegrasi penuh
Mari kita lihat beberapa masalah pengelasan yang umum terjadi:
Suhu penyolderan terlalu tinggi
Apabila suhu pengelasan melebihi tingkat yang direkomendasikan, material menjadi terlalu lunak atau bahkan berkarbonisasi. Hal ini menyebabkan:
- Ikatan yang lemah
- Penyusutan internal
- Permukaan hangus
- Deformasi pipa

Soket pengelasan pipa PPR tidak pada tempatnya
Apabila suhu pengelasan melebihi tingkat yang direkomendasikan, material menjadi terlalu lunak atau bahkan berkarbonisasi. Hal ini menyebabkan:
- Ikatan yang lemah
- Penyusutan internal
- Permukaan hangus
- Deformasi pipa
- Retakan tersembunyi dan kebocoran di masa depan

Suhu mesin las terlalu tinggi
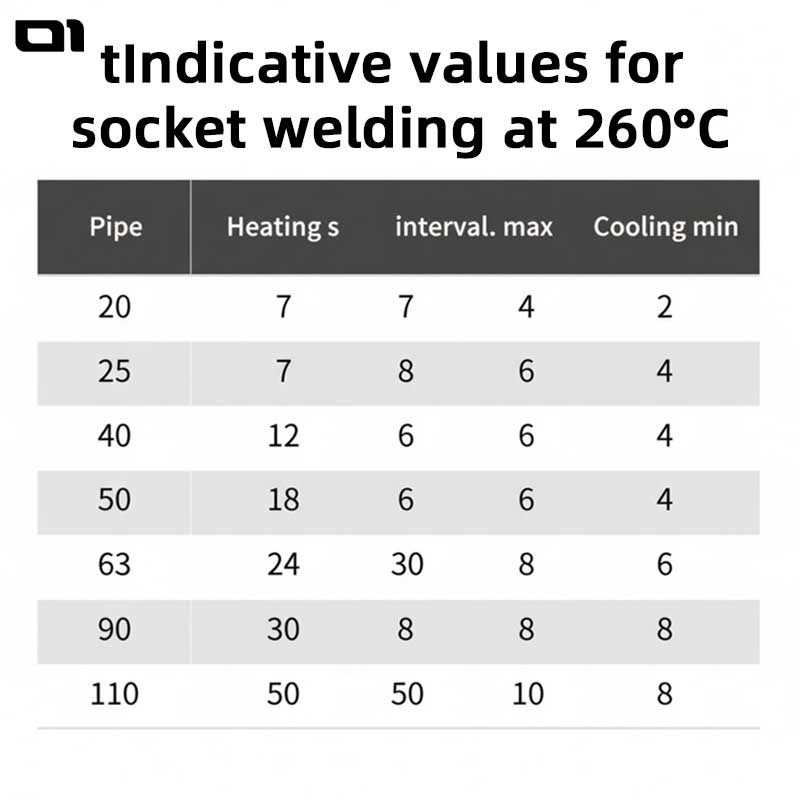
Kami merekomendasikan penggunaan suhu pengelasan standar untuk pipa dan alat kelengkapan PPR. Jika pengelasan termostatik digunakan, suhu pengelasan PPR harus 260°C (sebaiknya tidak lebih tinggi dari 300°C) sesuai dengan spesifikasi pengelasan. Temperatur yang terlalu tinggi dapat menyebabkan material PPR menjadi terlalu lunak dan bahkan berkarbonisasi sebagian, yang menyebabkan masalah pengelasan.
Kerusakan penuaan cetakan pengelasan soket
Die las pada mesin las lelehan panas untuk pipa PPR menggunakan lapisan teflon. Teflon memiliki energi permukaan yang rendah, sehingga PPR yang meleleh tidak akan menempel padanya. Namun, di bawah lingkungan suhu tinggi jangka panjang, Teflon sebagai bahan polimer juga akan menua, yang tidak akan mencegah PPR menempel. Banyak tukang ledeng tidak membersihkan kepala cetakan saat mengelas pipa air PPR, dan mereka tidak memiliki kebiasaan mengganti kepala cetakan secara teratur, sehingga sulit untuk memastikan kualitas pengelasan pipa air PPR.

Cara Mencegah Kegagalan Pengelasan Terkait Cetakan:
- Bersihkan permukaan cetakan secara teratur
- Ganti cetakan yang sudah tua atau terkelupas tepat waktu
- Hindari alat terlalu panas saat tidak digunakan
- Gunakan kepala berlapis teflon bersertifikat
- Sesuaikan ukuran cetakan dengan diameter pipa
Meningkatkan kualitas pipa PPR yang dilas
Keterampilan mengelas sangat penting untuk sambungan yang aman dan bebas bocor secara konsisten-tetapi dengan menggunakan Mesin fusi PPR secara signifikan dapat meningkatkan presisi, stabilitas suhu, dan efisiensi kerja. Banyak masalah pengelasan fusi pipa PPR bukan berasal dari pipa itu sendiri, tetapi dari keluaran panas yang tidak stabil, cetakan yang aus, atau kontrol suhu yang tidak akurat. Jika Anda ingin meningkatkan kualitas pengelasan atau meningkatkan peralatan lama, memilih mesin fusi PPR kelas profesional dengan kontrol suhu konstan yang tepat, cetakan berlapis Teflon yang tahan lama, dan braket multi-diameter dapat secara signifikan mengurangi tingkat kegagalan dan meningkatkan kinerja lapangan. Alat yang dirancang dengan baik tidak dapat menggantikan keahlian-tetapi alat ini dapat membantu tukang ledeng yang terampil menyelesaikan instalasi PPR dengan lebih cepat, lebih bersih, dan lebih andal.







