

Większość problemów związanych ze zgrzewaniem rur PPR wynika z niewłaściwego spawania. Jakość zgrzewania jest kluczowym etapem instalacji rur PPR. Wcześniej omawialiśmy Właściwe procedury spawania rur PPRi każdy instalator rur powinien ich ściśle przestrzegać.
Przyjrzyjmy się standardowemu spawaniu
- Prawidłowo zgrzana rura i złączka PPR będzie:
- Pełne zespolenie bez przerw
- Jednolite stopienie wokół złącza
- Brak śladów przypalenia, pęcherzyków powietrza lub deformacji
- Tworzą bezszwowe i szczelne połączenie

Standardowe spawanie rur wodnych PPR, rury i kształtki są w pełni zintegrowane
Przyjrzyjmy się kilku typowym problemom spawalniczym:
Temperatura lutowania jest zbyt wysoka
Gdy temperatura spawania przekracza zalecany poziom, materiał staje się zbyt miękki lub nawet ulega zwęgleniu. Prowadzi to do:
- Słabe wiązanie
- Skurcz wewnętrzny
- Przypalanie powierzchni
- Odkształcenie rury

Kielich spawalniczy rury PPR nie jest na miejscu
Gdy temperatura spawania przekracza zalecany poziom, materiał staje się zbyt miękki lub nawet ulega zwęgleniu. Prowadzi to do:
- Słabe wiązanie
- Skurcz wewnętrzny
- Przypalanie powierzchni
- Odkształcenie rury
- Ukryte pęknięcia i przyszłe wycieki

Temperatura spawarki jest zbyt wysoka
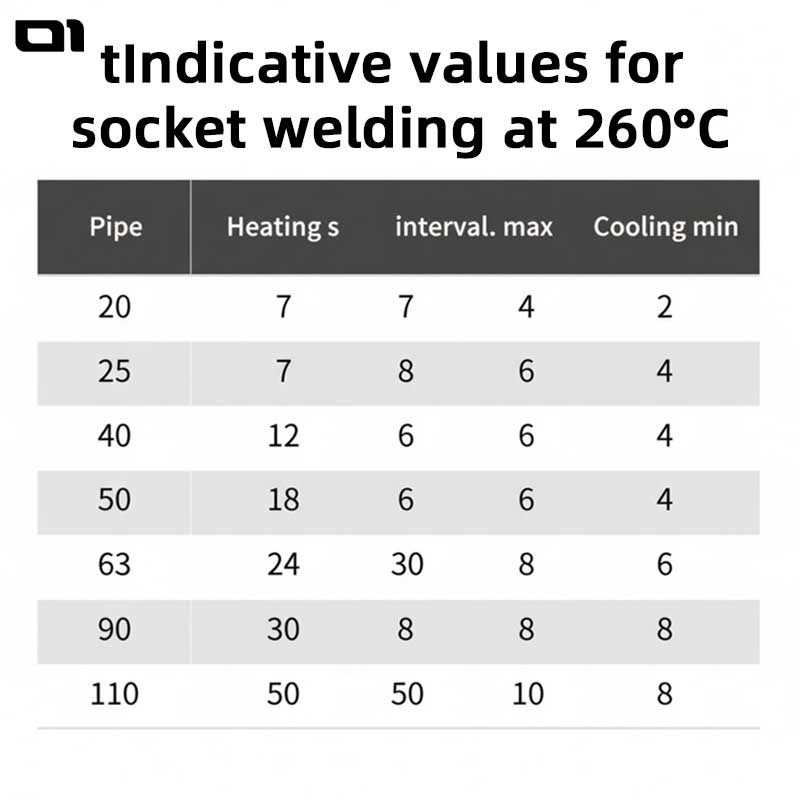
Zalecamy stosowanie standardowych temperatur zgrzewania dla rur i kształtek PPR. Jeśli stosowane jest zgrzewanie termostatyczne, temperatura zgrzewania PPR powinna wynosić 260°C (najlepiej nie więcej niż 300°C) zgodnie ze specyfikacją zgrzewania. Zbyt wysoka temperatura może spowodować, że materiał PPR stanie się zbyt miękki, a nawet częściowo zwęglony, co może prowadzić do problemów ze zgrzewaniem.
Uszkodzenie starzeniowe formy do spawania gniazdowego
Matryca spawalnicza zgrzewarki do rur PPR wykorzystuje powłokę teflonową. Teflon ma niską energię powierzchniową, więc stopiony PPR nie przywiera do niego. Jednak w długotrwałym środowisku o wysokiej temperaturze teflon jako materiał polimerowy również się starzeje, co nie zapobiega przywieraniu PPR. Wielu hydraulików nie czyści głowicy podczas spawania rur wodnych PPR i nie ma zwyczaju regularnej wymiany głowicy spawalniczej, co utrudnia zapewnienie jakości spawania rur wodnych PPR.

Jak zapobiegać awariom spawalniczym związanym z pleśnią:
- Regularnie czyść powierzchnie matrycy
- Wymień zestarzałe lub łuszczące się matryce na czas
- Unikaj przegrzania narzędzia na biegu jałowym
- Używaj certyfikowanych głowic pokrytych teflonem
- Dopasowanie rozmiaru matrycy do średnicy rury
Poprawa jakości spawanych rur PPR
Umiejętności spawalnicze są niezbędne do zapewnienia bezpiecznych i szczelnych połączeń, ale korzystanie z niezawodnego Maszyna do zgrzewania PPR może znacznie poprawić precyzję, stabilność temperatury i wydajność pracy. Wiele problemów ze zgrzewaniem rur PPR nie wynika z samej rury, ale z niestabilnej mocy cieplnej, zużytych matryc lub niedokładnej kontroli temperatury. Jeśli chcesz poprawić jakość zgrzewu lub zmodernizować starszy sprzęt, wybór profesjonalnej zgrzewarki PPR z precyzyjną stałą kontrolą temperatury, trwałymi matrycami pokrytymi teflonem i uchwytami o wielu średnicach może znacznie zmniejszyć liczbę awarii i poprawić wydajność w terenie. Dobrze zaprojektowane narzędzie nie zastąpi umiejętności - ale może pomóc wykwalifikowanemu hydraulikowi wykonać instalacje PPR szybciej, czyściej i bardziej niezawodnie.







