

Большинство проблем с плавкой труб PPR вызвано некачественной сваркой. Качество сварки - важнейший этап при монтаже труб PPR. Ранее мы уже обсуждали надлежащие процедуры сварки труб PPRи каждый трубоукладчик должен строго придерживаться их.
Рассмотрим стандартную сварку
- Правильно сваренные трубы и фитинги из PPR будут:
- Полностью сплавлены без зазоров
- Равномерное плавление по всему шву
- Не имеют следов ожогов, пузырей или деформаций
- Образуют бесшовное и герметичное соединение

Стандартная сварка водопроводных труб PPR, трубы и фитинги полностью интегрированы
Давайте рассмотрим некоторые распространенные проблемы при сварке:
Слишком высокая температура пайки
Если температура сварки превышает рекомендуемый уровень, материал становится слишком мягким или даже карбонизируется. Это приводит к:
- Слабая связь
- Внутренняя усадка
- Ожог поверхности
- Деформация труб

Сварочная муфта для труб PPR не на месте
Если температура сварки превышает рекомендуемый уровень, материал становится слишком мягким или даже карбонизируется. Это приводит к:
- Слабая связь
- Внутренняя усадка
- Ожог поверхности
- Деформация труб
- Скрытые трещины и будущие протечки

Слишком высокая температура сварочного аппарата
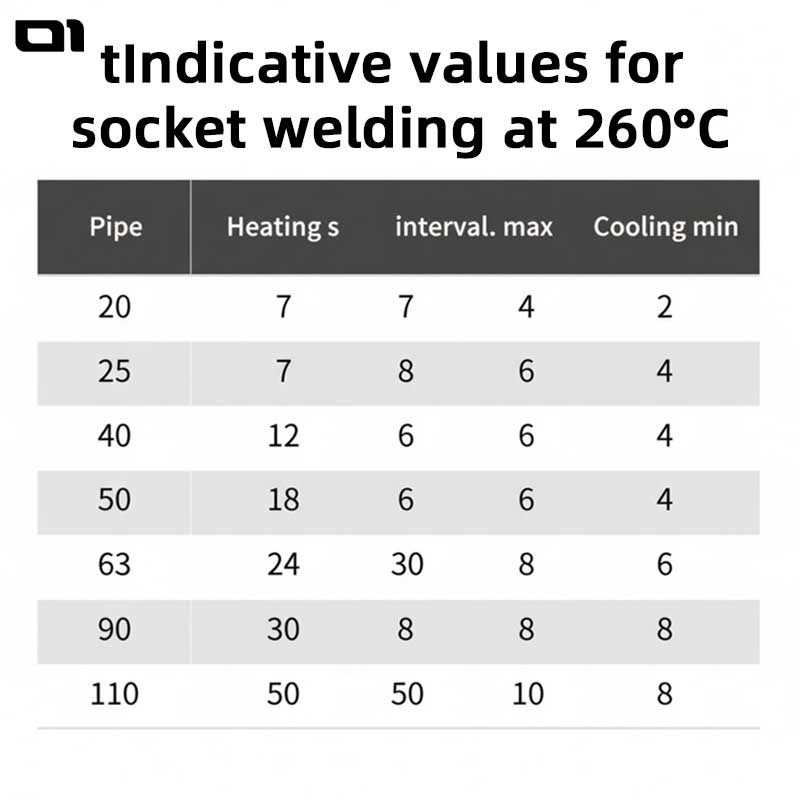
Мы рекомендуем использовать стандартные температуры сварки для труб и фитингов PPR. Если используется термостатическая сварка, температура сварки PPR должна составлять 260°C (предпочтительно не выше 300°C) в соответствии с техническими условиями на сварку. Слишком высокие температуры могут привести к тому, что материал PPR станет слишком мягким и даже частично карбонизируется, что приведет к проблемам при сварке.
Повреждение от старения пресс-формы для сварки муфт
Сварочная матрица аппарата для сварки горячим плавлением труб PPR имеет тефлоновое покрытие. Тефлон обладает низкой поверхностной энергией, поэтому расплавленный PPR не прилипает к нему. Однако при длительном воздействии высоких температур тефлон, как полимерный материал, также стареет, что не предотвращает прилипание PPR. Многие сантехники не очищают головку матрицы при сварке водопроводных труб PPR, а также не имеют привычки регулярно заменять головку матрицы, что затрудняет обеспечение качества сварки водопроводных труб PPR.

Как предотвратить разрушения при сварке, вызванные плесенью:
- Регулярно очищайте поверхности штампов
- Своевременно заменяйте состарившиеся или отслаивающиеся плашки
- Не допускайте перегрева инструмента в режиме ожидания
- Используйте сертифицированные головки с тефлоновым покрытием
- Соответствие размера матрицы диаметру трубы
Улучшение качества сварных труб PPR
Навыки сварки необходимы для обеспечения надежных и герметичных соединений, но использование надежного Машина для плавки PPR может значительно повысить точность, стабильность температуры и эффективность работы. Многие проблемы при сварке труб PPR плавлением связаны не с самой трубой, а с нестабильной теплоотдачей, изношенными матрицами или неточным контролем температуры. Если вы хотите улучшить качество сварки или модернизировать старое оборудование, выберите аппарат для сварки PPR профессионального уровня с точным постоянным контролем температуры, долговечными матрицами с тефлоновым покрытием и многодиапазонными кронштейнами, что позволит значительно снизить количество отказов и повысить эффективность работы в полевых условиях. Хорошо продуманный инструмент не может заменить мастерство, но он может помочь квалифицированному сантехнику выполнить монтаж PPR быстрее, чище и надежнее.







