

PPRパイプの融解溶接の問題のほとんどは、溶接不良が原因です。溶接の品質は、PPRパイプの施工において極めて重要なステップです。以前にも PPRパイプの適切な溶接手順そして、すべてのパイプ施工業者はそれを厳守しなければならない。
標準的な溶接を見てみよう。
- 正しく溶接されたPPRパイプと継手は、次のようになります:
- 隙間なく完全に融合する
- 接合部の周囲に均一な融解を示す
- 焦げ跡、気泡、変形がないこと。
- シームレスで漏れのない接続を形成する

標準的なPPR水道管の溶接、パイプと継手は完全に統合されています。
よくある溶接の問題を見てみよう:
はんだ付け温度が高すぎる
溶接温度が推奨レベルを超えると、材料が軟らかくなりすぎたり、炭化したりする。その結果、次のようなことが起こる:
- 弱い結合
- 内部収縮
- 表面の焦げ
- パイプの変形

PPRパイプ溶接ソケットが所定の位置にない
溶接温度が推奨レベルを超えると、材料が軟らかくなりすぎたり、炭化したりする。その結果、次のようなことが起こる:
- 弱い結合
- 内部収縮
- 表面の焦げ
- パイプの変形
- 隠れた亀裂と将来の雨漏り

溶接機の温度が高すぎる
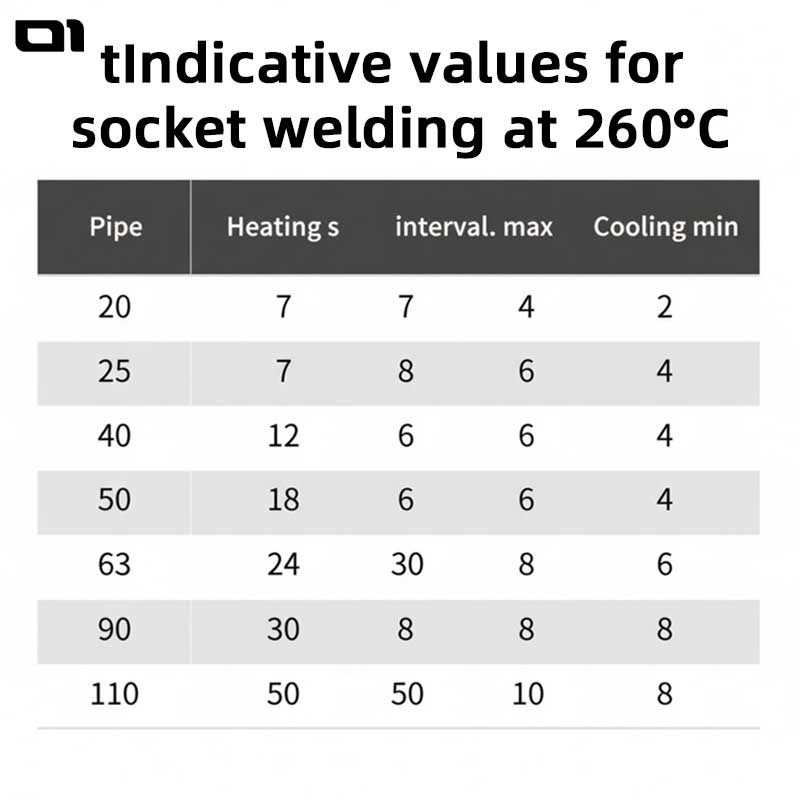
PPRパイプと継手の溶接には、標準的な溶接温度を使用す ることを推奨する。サーモスタット溶接を使用する場合、PPRの溶接温度は溶接仕様に従って260℃(300℃以下が望ましい)とする。温度が高すぎると、PPR素材が軟らかくなりすぎ、部分的に炭化して溶接に問題が生じることさえある。
ソケット溶接金型の経年劣化
PPRパイプ用ホットメルト溶接機の溶接ダイスには、テフロンコーティングが使用されています。テフロンは表面エネルギーが低いため、溶融したPPRが付着することはありません。しかし、長期の高温環境下では、高分子材料であるテフロンも老朽化し、PPRの固着を防ぐことはできません。多くの配管工は、PPR水道管の溶接時にダイヘッドを洗浄せず、溶接ダイヘッドを定期的に交換する習慣がないため、PPR水道管の溶接品質を確保することが難しい。

カビによる溶接の失敗を防ぐには:
- 金型表面の定期的な清掃
- 古くなったり剥がれたりした金型は早めに交換する
- アイドル時の工具の過熱を避ける
- 認証されたテフロン加工ヘッドを使用する
- ダイスサイズをパイプ径に合わせる
溶接PPRパイプの品質向上
一貫して安全で漏れのない接合には、溶接技術が不可欠ですが、信頼性の高い溶接機を使用することで、そのような問題を解決することができます。 PPR融着機 は、精度、温度安定性、作業効率を大幅に向 上させることができます。PPRパイプの融着溶接の問題の多くは、パイプ自 体ではなく、不安定な熱出力、摩耗したダイス、不正確 な温度制御に起因しています。溶接品質の向上や古い設備のアップグレードをお考えなら、精密な定温制御、耐久性の高いテフロン・コーティングのダイス、多径ブラケットを備えたプロ仕様のPPR融着機を選択することで、不良率を大幅に低減し、現場での性能を向上させることができます。優れた設計のツールは技術に取って代わることはできませんが、熟練した配管工がPPRの施工をより速く、よりきれいに、より確実に完了するのに役立ちます。







