

La maggior parte dei problemi di saldatura per fusione dei tubi PPR è causata da una saldatura scadente. La qualità della saldatura è una fase cruciale dell'installazione dei tubi in PPR. Abbiamo già discusso in precedenza i Procedure di saldatura corrette per i tubi in PPRe ogni installatore di tubazioni deve attenersi rigorosamente a tali norme.
Vediamo una saldatura standard
- Un tubo e un raccordo in PPR saldati correttamente:
- Essere completamente fusi senza spazi vuoti
- Mostrare una fusione uniforme intorno al giunto
- Non presentano segni di bruciatura, bolle o deformazioni.
- Formano un collegamento senza soluzione di continuità e senza perdite

Saldatura dei tubi dell'acqua in PPR standard, tubi e raccordi completamente integrati
Vediamo alcuni problemi comuni di saldatura:
La temperatura di saldatura è troppo alta
Quando la temperatura di saldatura supera il livello consigliato, il materiale diventa troppo morbido o addirittura si carbonizza. Questo porta a:
- Legame debole
- Restringimento interno
- Bruciatura della superficie
- Deformazione del tubo

La presa di saldatura del tubo PPR non è in posizione
Quando la temperatura di saldatura supera il livello consigliato, il materiale diventa troppo morbido o addirittura si carbonizza. Questo porta a:
- Legame debole
- Restringimento interno
- Bruciatura della superficie
- Deformazione del tubo
- Crepe nascoste e perdite future

La temperatura della saldatrice è troppo alta
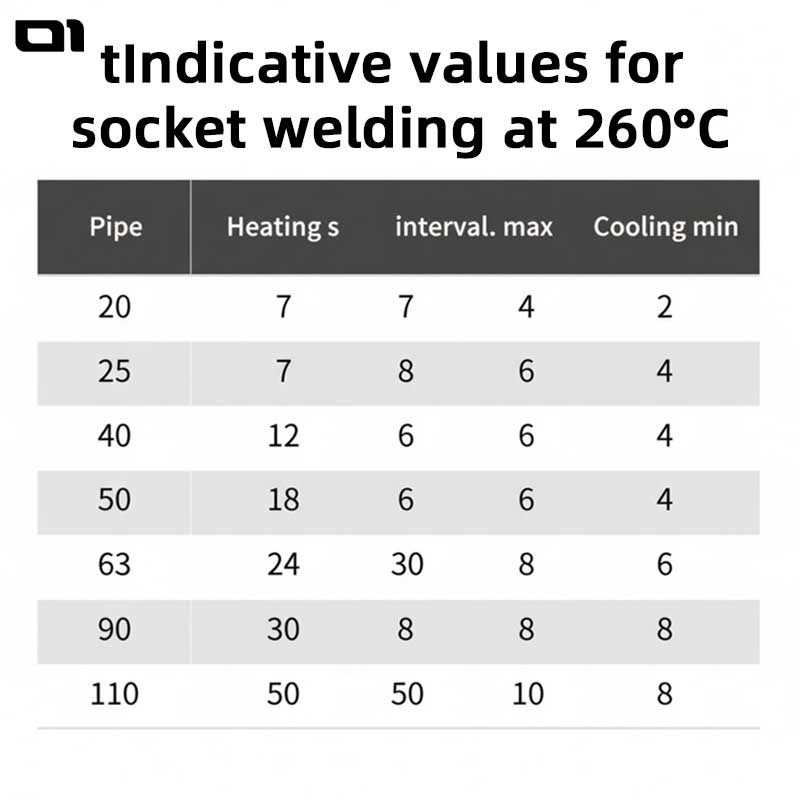
Si consiglia di utilizzare le temperature di saldatura standard per i tubi e i raccordi in PPR. Se si utilizza la saldatura termostatica, la temperatura di saldatura del PPR deve essere di 260°C (preferibilmente non superiore a 300°C) secondo le specifiche di saldatura. Temperature troppo elevate possono rendere il materiale PPR troppo morbido e persino parzialmente carbonizzato, con conseguenti problemi di saldatura.
Danno da invecchiamento dello stampo di saldatura a bussola
Lo stampo di saldatura della saldatrice a caldo per tubi in PPR utilizza un rivestimento in teflon. Il Teflon ha una bassa energia superficiale, quindi il PPR fuso non vi si attacca. Tuttavia, in un ambiente ad alta temperatura a lungo termine, il Teflon, in quanto materiale polimerico, invecchia e non impedisce al PPR di attaccarsi. Molti idraulici non puliscono la testa dello stampo durante la saldatura dei tubi dell'acqua in PPR e non hanno l'abitudine di sostituire regolarmente la testa dello stampo, il che rende difficile garantire la qualità della saldatura dei tubi dell'acqua in PPR.

Come prevenire i guasti di saldatura dovuti alla muffa:
- Pulire regolarmente le superfici degli stampi
- Sostituire tempestivamente le matrici invecchiate o scrostate
- Evitare il surriscaldamento dell'utensile quando è inattivo.
- Utilizzare testine certificate con rivestimento in teflon
- La dimensione della matrice corrisponde al diametro del tubo
Migliorare la qualità dei tubi in PPR saldati
Le competenze di saldatura sono essenziali per ottenere giunzioni sicure e prive di perdite, ma l'utilizzo di un sistema di saldatura affidabile è fondamentale. Macchina per la fusione del PPR può migliorare significativamente la precisione, la stabilità della temperatura e l'efficienza del lavoro. Molti problemi di saldatura per fusione di tubi in PPR non derivano dal tubo stesso, ma da un'emissione di calore instabile, da matrici usurate o da un controllo impreciso della temperatura. Se state cercando di migliorare la qualità della saldatura o di aggiornare le attrezzature più vecchie, la scelta di una macchina per la fusione del PPR di livello professionale con un controllo preciso e costante della temperatura, matrici durevoli rivestite in teflon e staffe multidiametro può ridurre significativamente i tassi di guasto e migliorare le prestazioni sul campo. Uno strumento ben progettato non può sostituire l'abilità, ma può aiutare un idraulico esperto a completare le installazioni di PPR in modo più rapido, pulito e affidabile.







