

La plupart des problèmes de soudage par fusion des tuyaux PPR sont dus à un mauvais soudage. La qualité du soudage est une étape cruciale de l'installation des tuyaux en PPR. Nous avons déjà abordé la question de la les procédures de soudage appropriées pour les tuyaux en PPRChaque installateur de canalisations doit les respecter scrupuleusement.
Examinons un soudage standard
- Un tuyau et un raccord en PPR correctement soudés :
- être entièrement fusionné sans discontinuité
- Montrer une fonte uniforme autour du joint
- Ne pas présenter de traces de brûlures, de bulles ou de déformations.
- Former une connexion sans soudure et sans fuite

Soudage de tuyaux d'eau standard en PPR, les tuyaux et les raccords sont entièrement intégrés
Examinons quelques problèmes de soudage courants :
La température de soudure est trop élevée
Lorsque la température de soudage dépasse le niveau recommandé, le matériau devient trop mou ou se carbonise. Cela entraîne :
- Liaison faible
- Rétrécissement interne
- Brûlure superficielle
- Déformation des tuyaux

Le manchon à souder du tube PPR n'est pas en place
Lorsque la température de soudage dépasse le niveau recommandé, le matériau devient trop mou ou se carbonise. Cela entraîne :
- Liaison faible
- Rétrécissement interne
- Brûlure superficielle
- Déformation des tuyaux
- Fissures cachées et fuites futures

La température de la machine à souder est trop élevée
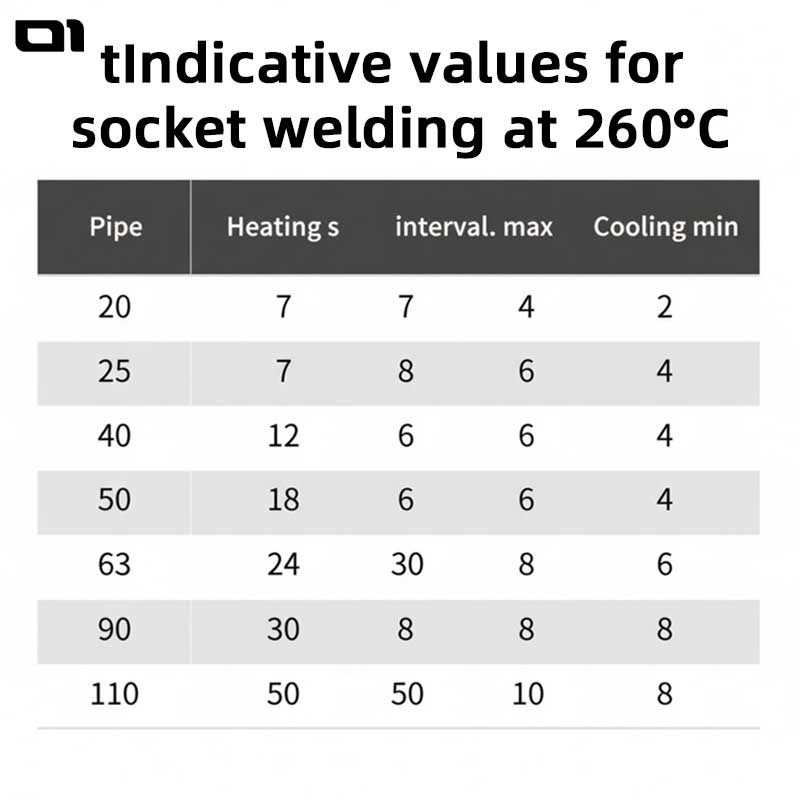
Nous recommandons d'utiliser des températures de soudage standard pour les tuyaux et raccords en PPR. Si le soudage thermostatique est utilisé, la température de soudage du PPR doit être de 260°C (de préférence pas plus de 300°C) selon les spécifications de soudage. Des températures trop élevées peuvent rendre le matériau PPR trop mou et même le carboniser partiellement, ce qui entraîne des problèmes de soudage.
Dommages dus au vieillissement du moule de soudage par emboîtement
La matrice de soudage de la machine à souder par fusion à chaud pour les tuyaux en PPR est recouverte de téflon. Le téflon a une faible énergie de surface, de sorte que le PPR fondu n'y adhère pas. Toutefois, dans un environnement à haute température à long terme, le téflon, en tant que matériau polymère, vieillit également, ce qui n'empêche pas le PPR d'adhérer. De nombreux plombiers ne nettoient pas la tête de filière lors du soudage des conduites d'eau en PPR et n'ont pas l'habitude de remplacer régulièrement la tête de filière, ce qui rend difficile la garantie de la qualité du soudage des conduites d'eau en PPR.

Comment prévenir les défaillances de soudage liées à la moisissure :
- Nettoyer régulièrement les surfaces des matrices
- Remplacer à temps les matrices vieillies ou qui s'écaillent
- Éviter la surchauffe de l'outil lorsqu'il est à l'arrêt
- Utiliser des têtes certifiées avec revêtement en téflon
- Adapter la taille de la filière au diamètre du tube
Améliorer la qualité des tubes PPR soudés
Les compétences en matière de soudage sont essentielles pour obtenir des joints sûrs et étanches, mais l'utilisation d'un appareil de soudage fiable est essentielle pour garantir la sécurité et l'étanchéité des joints. Machine de fusion PPR peut améliorer considérablement la précision, la stabilité de la température et l'efficacité du travail. De nombreux problèmes de soudage par fusion de tubes PPR ne proviennent pas du tube lui-même, mais d'une chaleur instable, de matrices usées ou d'un contrôle imprécis de la température. Si vous cherchez à améliorer la qualité des soudures ou à moderniser un équipement ancien, le choix d'une machine de fusion PPR de qualité professionnelle, dotée d'un contrôle précis et constant de la température, de matrices durables revêtues de téflon et de supports multidiamètres, peut réduire considérablement les taux d'échec et améliorer les performances sur le terrain. Un outil bien conçu ne peut pas remplacer les compétences, mais il peut aider un plombier qualifié à réaliser des installations PPR plus rapidement, plus proprement et de manière plus fiable.







