

Die meisten Probleme beim Schweißen von PPR-Rohren werden durch schlechtes Schweißen verursacht. Die Qualität der Schweißnaht ist ein entscheidender Schritt bei der Installation von PPR-Rohren. Wir haben bereits über die Richtige Schweißverfahren für PPR-Rohreund jeder Rohrinstallateur sollte sich strikt an sie halten.
Schauen wir uns eine Standardschweißung an
- Ein korrekt geschweißtes PPR-Rohr und -Fitting wird:
- Vollständig und lückenlos verschmolzen sein
- Zeigen Sie gleichmäßiges Schmelzen rund um die Fuge
- Keine Brandflecken, Blasen oder Verformungen aufweisen
- Bilden Sie eine nahtlose und leckfreie Verbindung

Standard PPR-Wasserrohrschweißen, Rohre und Fittings sind vollständig integriert
Schauen wir uns einige häufige Schweißprobleme an:
Die Löttemperatur ist zu hoch
Wenn die Schweißtemperatur den empfohlenen Wert überschreitet, wird das Material zu weich oder verkohlt sogar. Dies führt zu:
- Schwache Bindung
- Interne Schrumpfung
- Versengen der Oberfläche
- Verformung der Rohre

PPR-Rohr Schweißmuffe ist nicht vorhanden
Wenn die Schweißtemperatur den empfohlenen Wert überschreitet, wird das Material zu weich oder verkohlt sogar. Dies führt zu:
- Schwache Bindung
- Interne Schrumpfung
- Versengen der Oberfläche
- Verformung der Rohre
- Versteckte Risse und zukünftige Lecks

Die Temperatur der Schweißmaschine ist zu hoch
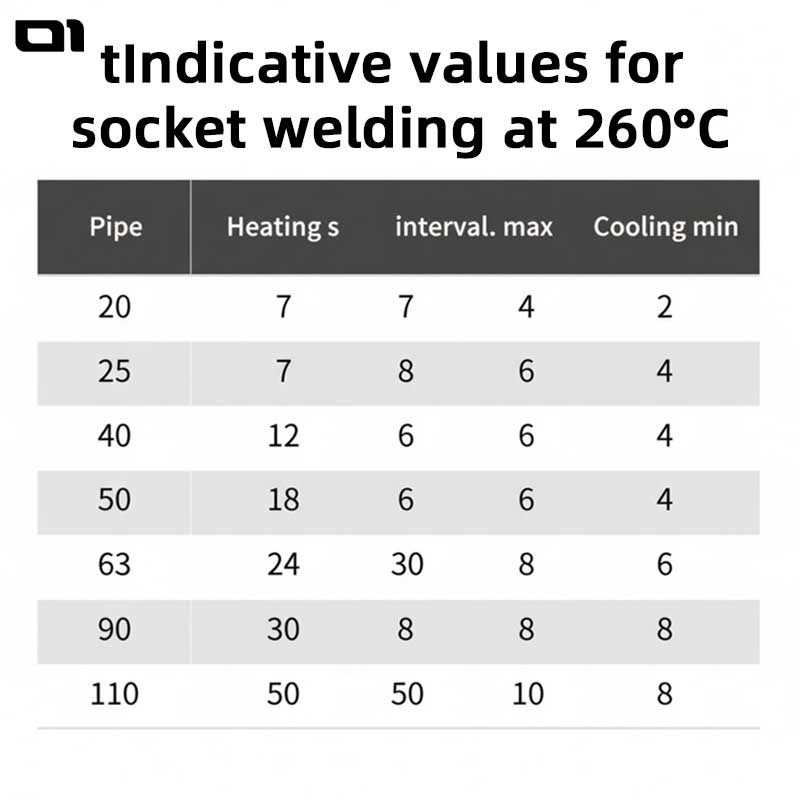
Wir empfehlen die Verwendung von Standard-Schweißtemperaturen für PPR-Rohre und -Formteile. Wenn thermostatisch geschweißt wird, sollte die PPR-Schweißtemperatur 260°C (vorzugsweise nicht höher als 300°C) gemäß den Schweißspezifikationen betragen. Zu hohe Temperaturen können dazu führen, dass das PPR-Material zu weich wird und sogar teilweise verkohlt, was zu Schweißproblemen führt.
Alterungsschäden an der Muffenschweißform
Die Schweißdüse der Heißschmelzschweißmaschine für PPR-Rohre ist mit Teflon beschichtet. Teflon hat eine niedrige Oberflächenenergie, so dass das geschmolzene PPR nicht daran kleben bleibt. In einer langfristigen Umgebung mit hohen Temperaturen altert Teflon als Polymermaterial jedoch ebenfalls, was ein Anhaften von PPR nicht verhindert. Viele Installateure reinigen den Schweißkopf beim Schweißen von PPR-Wasserrohren nicht und haben nicht die Angewohnheit, den Schweißkopf regelmäßig auszutauschen, was es schwierig macht, die Schweißqualität von PPR-Wasserrohren zu gewährleisten.

Wie Sie schimmelbedingte Schweißfehler verhindern können:
- Reinigen Sie die Oberflächen der Stümpfe regelmäßig
- Ersetzen Sie gealterte oder abblätternde Stümpfe rechtzeitig
- Vermeiden Sie eine Überhitzung des Geräts im Leerlauf
- Verwenden Sie zertifizierte, teflonbeschichtete Köpfe
- Passen Sie die Größe der Matrize an den Rohrdurchmesser an
Verbessern Sie die Qualität von geschweißten PPR-Rohren
Schweißkenntnisse sind für durchgängig sichere, leckagefreie Verbindungen unerlässlich - aber die Verwendung eines zuverlässigen PPR-Schmelzgerät kann die Präzision, Temperaturstabilität und Arbeitseffizienz erheblich verbessern. Viele Probleme beim Schweißen von PPR-Rohren sind nicht auf das Rohr selbst zurückzuführen, sondern auf eine instabile Heizleistung, verschlissene Düsen oder eine ungenaue Temperaturregelung. Wenn Sie die Schweißqualität verbessern oder ältere Geräte aufrüsten möchten, können Sie sich für ein professionelles PPR-Schweißgerät mit präziser, konstanter Temperaturregelung, langlebigen, teflonbeschichteten Schweißdüsen und Halterungen für mehrere Durchmesser entscheiden, um die Fehlerquote deutlich zu senken und die Leistung vor Ort zu verbessern. Ein gut durchdachtes Gerät kann die Fachkenntnisse nicht ersetzen, aber es kann einem erfahrenen Installateur helfen, PPR-Installationen schneller, sauberer und zuverlässiger durchzuführen.







